



ビデオ
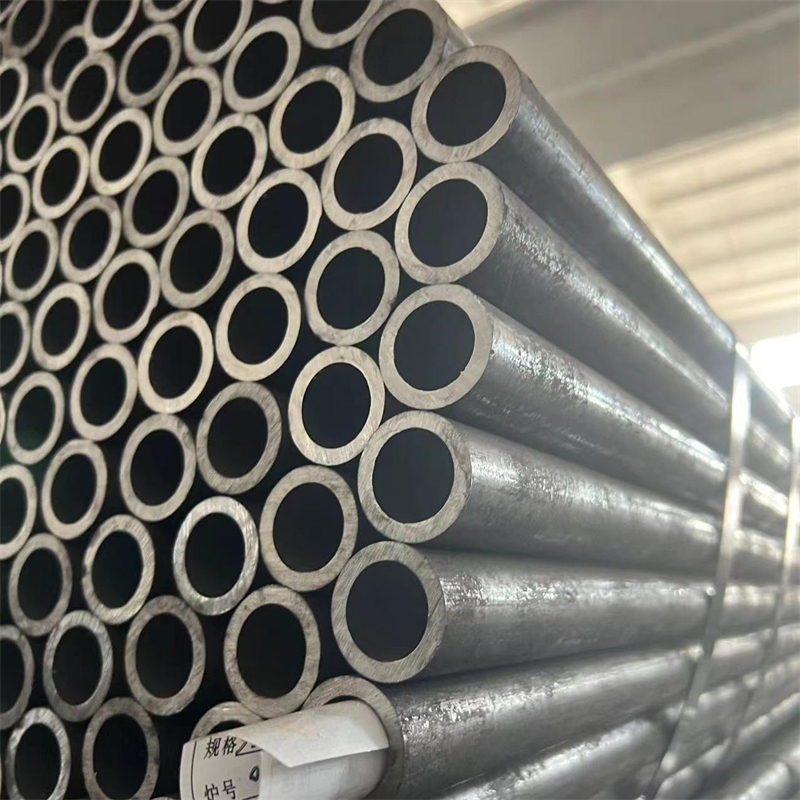
高温用シームレス炭素鋼管

| 製品素材 | A/B/C |
| 製品仕様 | |
| 製品適用基準 | ASTM A106 |
| 配送状況 | |
| 完成品パッケージ | スチールベルト六角形パッケージ/プラスチックフィルム/織り袋/スリングパッケージ |
製品製造プロセス
チューブブランク

検査(スペクトル検出、表面検査、寸法検査)
鋸引き
穿孔
熱検査
漬物
研削検査
潤滑
冷間引抜
潤滑
冷間引抜加工(熱処理、酸洗、冷間引抜加工などのサイクル工程の追加は、特定の仕様に従う必要があります)
正規化
性能試験(機械的性質、衝撃特性、硬度、扁平、フレア、フランジ)

矯正
チューブ切断
非破壊検査(渦電流または超音波)
水圧試験
製品検査
パッケージ

倉庫
製品製造設備
せん断機、鋸盤、ウォーキングビーム炉、穿孔機、高精度冷間引抜機、熱処理炉、矯正機

製品試験装置
外側マイクロメータ、チューブマイクロメータ、ダイヤルボアゲージ、ノギス、化学成分検出器、スペクトル検出器、引張試験機、ロックウェル硬度計、衝撃試験機、渦電流探傷器、超音波探傷器、水圧試験機

製品アプリケーション
石油化学産業の機器および熱交換器

冷間圧延工場
別の種類の冷間成形プロセスとして、冷間圧延機も室温で稼働し、大きなサイズのパイプを必要な小さなサイズに引き伸ばします。
冷間引抜ミルと比較すると、ピルガーミルは冷間成形工程が少なく生産性は低くなりますが、より正確なサイズと輝く外観のパイが出来上がります。
炭素鋼シームレスパイプのパッケージ
パイプの両端にプラスチックキャップを差し込む
スチールストラップと輸送による損傷を避ける必要があります
バンドルされたシアンは均一で一貫性があるべきである
同じ鋼管の束(バッチ)は同じ炉から出ている必要があります
鋼管は同じ炉番号、同じ鋼種、同じ仕様です






